上海智能泵配件服務電話
吸液室是引導流體進入葉輪的關鍵異型部件,雷格樂為企業提供吸液室異型金屬零件 CNC 銑削服務,主詞聚焦 “異型金屬 + 水力優化 + 高效節能”。其根據泵的吸入方式(水平吸入、垂直吸入)選擇材料:臥式泵吸液室選用 QT450-10 球墨鑄鐵;立式泵吸液室選用 304 不銹鋼(輕量化);大流量泵吸液室選用 Q345R 鋼板(焊接成型)。加工環節通過五軸 CNC 銑削中心完成吸液室流道、吸入法蘭、定位孔的加工:流道表面粗糙度 Ra≤1.6μm,通過 CFD 仿真優化流道擴張角(控制在 12°-15°),減少流體沖擊損失,吸入效率提升至 95%;吸入法蘭平面度≤0.01mm,螺栓孔位置度≤0.01mm,適配 GB/T 9119 標準;定位孔公差 ±0.005mm,確保與泵體的裝配同軸度≤0.015mm。為滿足高效節能需求,吸液室采用 “喇叭形入口” 設計,降低流體進口阻力,泵的氣蝕余量(NPSH)降低 0.5m,適用工況范圍擴大。該吸液室已應用于某市政供水廠的大流量離心泵,泵吸入效率提升 8%,整體運行效率達到 89%,較傳統吸液室節能 10%,充分體現異型加工與水力優化的協同優勢。泵配件的使用與生產注意事項需從?材料選擇、加工工藝、裝配規范、運行維護?!上海智能泵配件服務電話

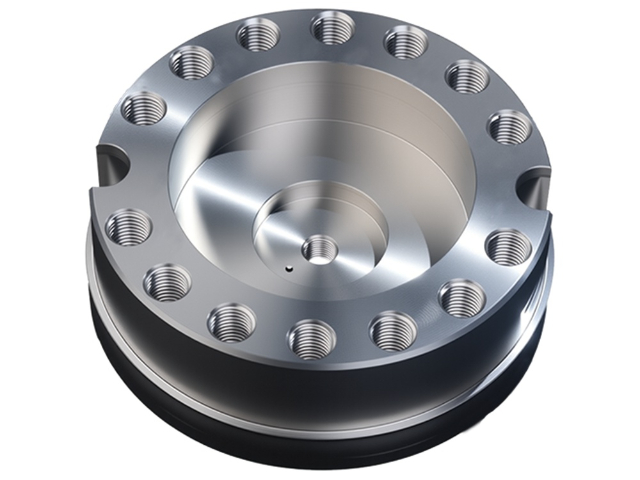
葉輪螺母是固定葉輪與泵軸的關鍵緊固件,雷格樂擅長為企業提供葉輪螺母精密車削加工服務,主詞聚焦 “精密車削件 + 防松設計 + 裝配規范”。其根據泵軸螺紋規格(M16-M60)選擇材料:普通場景選用 304 不銹鋼(防銹性好);較強度場景選用 45# 碳素鋼(調質后硬度 HB220-250);腐蝕場景選用 316L 不銹鋼(耐酸堿)。加工環節通過兄弟 Brother TC-S2D 鉆攻中心完成螺母螺紋、防松槽、端面的加工:螺紋精度達到 6H 級,螺距誤差≤0.005mm;防松槽深度公差 ±0.008mm,適配止動墊圈;端面平面度≤0.005mm,與葉輪的貼合度≥98%,避免葉輪軸向竄動。為滿足防松需求,創新采用 “雙螺紋 + 厭氧膠槽” 設計,通過 CNC 車削加工厭氧膠槽(寬度 0.5mm,深度 0.3mm),涂抹厭氧膠后防松扭矩提升至額定扭矩的 1.5 倍,確保高速旋轉時不松動。該螺母已應用于某電廠的循環水泵,連續運行 2000 小時無松動,葉輪軸向竄動量控制在 0.01mm 以內,較傳統螺母維護頻次減少 80%,間接保障泵運行效率穩定。江西附近泵配件報價表泵配件——非標自動化配件咨詢對應的加工生產服務推薦廠家!
雷格樂在材料選擇加工:按“部件功能需求”差異化表述耐磨類部件(如耐磨環):重點寫“高鉻鑄鐵/陶瓷的硬度參數(HRC60-65/HRA85)、磨削精度(IT5級)”;密封類部件(如O型圈):重點寫“橡膠材質的耐溫(-40℃至200℃)、硫化工藝(溫度160-170℃)”;支撐類部件(如軸承座):重點寫“鑄鐵/鑄鋼的抗拉強度(≥300MPa)、熱處理工藝(正火920-940℃)”;相同維度下,通過“材質類型+重要參數+工藝細節”的差異,實現內容區分。裝配使用注意事項:按“部件裝配場景”差異化表述精密配合部件(如泵軸與軸承):重點寫“配合間隙(0.01-0.015mm)、熱裝工藝(200-220℃)”;密封裝配部件(如機械密封靜環):重點寫“密封面貼合度(≥99%)、泄漏量檢測(≤0.005L/h)”;緊固件裝配(如葉輪螺母):重點寫“緊固力矩(M24螺母120-140N?m)、防松措施(厭氧膠涂抹)”;避免統一表述“裝配時需清潔”,而是結合部件功能寫具體操作標準。
非金屬葉輪針對特殊場景,雷格樂聚焦 “環保生產 + 質量管控”,主詞聚焦 “生產注意事項 + 環保要求 + 裝配使用”。材料選擇加工:強腐蝕場景選用 PTFE(需控制模壓溫度 370-380℃,壓力 30-35MPa,避免收縮不均),衛生級場景選用 PPH(擠出溫度 180-200℃,注塑速度 50-60mm/s),高溫場景選用 PEEK(燒結溫度 380-400℃,保溫時間 2-3 小時)。生產制造注意事項:CNC 加工時切削速度(PTFE 50-60m/min,PEEK 80-100m/min),避免材料融化粘連刀具;葉片曲面精度 ±0.01mm,表面粗糙度 Ra≤0.8μm,無毛刺(符合衛生級要求)。裝配注意事項:與泵軸配合間隙 0.01-0.015mm,裝配時采用食品級潤滑劑(符合 GB 4806 標準);使用中避免驟冷驟熱(溫度變化≤30℃/h),防止材料開裂。質量控制關鍵點:每批次抽樣 20% 檢測動平衡(G6.3 級,3000rpm 剩余不平衡量≤15g?mm)、尺寸精度(偏差≤±0.02mm),出廠前進行耐腐測試(PTFE 浸泡王水 72 小時無變形)。安全與環保要求:PTFE 加工廢氣經活性炭吸附處理(VOCs 去除率≥90%),PPH 廢料可回收造粒(利用率≥85%);生產車間噪聲≤75dB (A)(符合 GBZ 1 標準)。該管控應用于某制藥廠藥液泵,葉輪符合 GMP 標準,連續運行 12 個月無腐蝕。蘇州雷格樂精密機械有限公司可加工生產多種泵配件定制生產!

蘇州雷格樂精密機械有限公司在泵配件裝配注意事項:與密封腔配合間隙控制在 0.01-0.012mm,采用過盈配合時需涂抹食品級潤滑劑(符合 FDA 標準);裝配后需檢測泄漏量(≤0.005L/h),使用中避免介質溫度驟變(溫差≤50℃/h)。質量控制關鍵點:每批次檢測密封面粗糙度(Ra≤0.02μm,抽檢比例 15%)、硬度(陶瓷 HRA≥85),出廠前進行耐溫測試(高溫場景需在 300℃下保溫 2 小時無開裂)。安全與環保要求:陶瓷加工時佩戴防塵口罩(防護等級 N95),PTFE 廢料需分類回收(可二次造粒利用率≥80%);生產車間噪聲控制在 85dB (A) 以下(符合 GBZ 1 標準)。該管控應用于某化工酸堿泵,靜環連續運行 12 個月無滲漏,環保指標 100% 達標。泵配件非標定制,推薦實力廠家——咨詢蘇州雷格樂精密機械!安徽附近泵配件市場報價
需要了解泵的固定部分有哪些零部件?是否可定制生產?上海智能泵配件服務電話
耐磨環是保護泵體與葉輪口環的易損件,雷格樂為企業提供耐磨環 “材料選擇 + 精密加工” 服務,主詞聚焦 “材料耐磨性 + 精密加工 + 壽命延長”。其根據介質含固量(低含固量≤1%、高含固量>1%)選擇材料:低含固量場景選用高鉻鑄鐵(Cr26,硬度 HRC60-65,耐磨性好);高含固量場景選用陶瓷(氧化鋁,硬度 HRA85,耐沖擊);輕負荷場景選用錫青銅(QSn6.5-0.1,摩擦系數低)。加工環節通過岡本 OKAMOTO PSG-63DX 無心磨床完成耐磨環外圓磨削:外圓精度 IT5 級(φ50mm 公差 ±0.008mm),圓度≤0.002mm,表面粗糙度 Ra≤0.05μm,與泵體的配合間隙控制在 0.02-0.03mm,磨損量較傳統耐磨環降低 50%。為滿足裝配規范,耐磨環設置定位臺階(公差 ±0.005mm),便于安裝時快速定位,裝配時間縮短至 30 分鐘(傳統耐磨環需 1 小時)。該耐磨環已應用于某礦山的渣漿泵,使用壽命延長至 1500 小時(傳統耐磨環為 800 小時),減少更換頻次,同時泵效率保持在 85% 以上,較更換前節能 6%,充分體現材料選擇與耐磨加工的價值。上海智能泵配件服務電話
蘇州雷格樂精密機械有限公司是一家有著雄厚實力背景、信譽可靠、勵精圖治、展望未來、有夢想有目標,有組織有體系的公司,堅持于帶領員工在未來的道路上大放光明,攜手共畫藍圖,在江蘇省等地區的環保行業中積累了大批忠誠的客戶粉絲源,也收獲了良好的用戶口碑,為公司的發展奠定的良好的行業基礎,也希望未來公司能成為*****,努力為行業領域的發展奉獻出自己的一份力量,我們相信精益求精的工作態度和不斷的完善創新理念以及自強不息,斗志昂揚的的企業精神將**蘇州雷格樂精密機械供應和您一起攜手步入輝煌,共創佳績,一直以來,公司貫徹執行科學管理、創新發展、誠實守信的方針,員工精誠努力,協同奮取,以品質、服務來贏得市場,我們一直在路上!
- 北京質量地鐵電機配件服務電話 2025-12-14
- 廣東化工地鐵電機配件大概價格多少 2025-12-14
- 河南化工地鐵電機配件批發廠家 2025-12-14
- 浙江常見地鐵電機配件出廠價格 2025-12-14
- 上海哪里有地鐵電機配件服務電話 2025-12-14
- 北京質量地鐵電機配件大概費用 2025-12-14
- 上海品牌地鐵電機配件報價 2025-12-14
- 廣東本地地鐵電機配件報價 2025-12-14
- 安徽附近泵配件服務電話 2025-12-14
- 江蘇智能地鐵電機配件服務電話 2025-12-14
- 空調機組噪聲無縫吸音板 2025-12-14
- 重慶彈簧式減振器推薦廠家 2025-12-14
- 吳江區標準電子測量儀器客服電話 2025-12-14
- 粉塵等速采樣 2025-12-14
- 鎳珠回收價格表 2025-12-14
- 金山區特制土壤修復工程處理 2025-12-14
- 黃浦區智能除塵器廠家 2025-12-14
- 安徽抽取式等速采樣 2025-12-14
- 黑龍江低氣力輸送設備設計 2025-12-14
- 湖北源力循壞水除氯除硬系統 2025-12-14