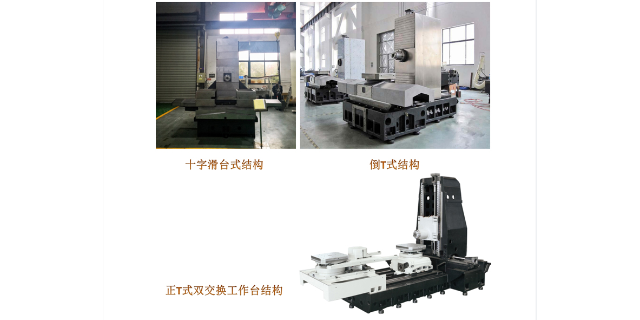
山東十字臥式加工中心
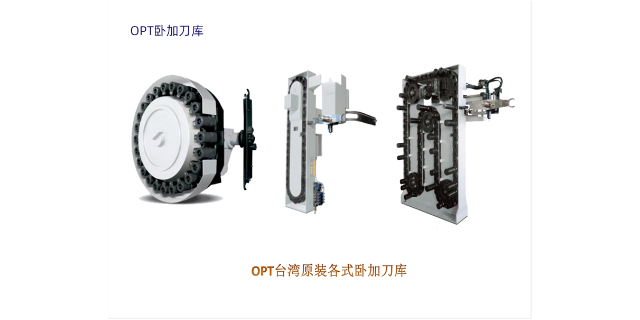
在臥式加工中心的切削過程中,切削參數的選擇對加工質量和效率具有重要影響。切削參數主要包括切削速度、進給速度、切削深度和切削寬度等。切削速度:切削速度是指刀具旋轉的速度,單位為米/分鐘(m/min)。切削速度的選擇需要根據工件材料、刀具材料、刀具壽命等因素綜合考慮。一般來說,切削速度越高,切削力越小,但切削速度過高容易導致刀具磨損過快和工件變形。進給速度:進給速度是指刀具或工件在切削過程中的移動速度,單位為毫米/分鐘(mm/min)。進給速度的選擇需要根據工件材料、刀具材料、刀具壽命等因素綜合考慮。一般來說,進給速度越高,切削效率越高,但進給速度過高容易導致刀具磨損過快和工件變形。切削深度:切削深度是指刀具在一次切削過程中切入工件的深度,單位為毫米(mm)。切削深度的選擇需要根據工件材料、刀具材料、刀具壽命等因素綜合考慮。一般來說,切削深度越大,切削效率越高,但切削深度過大容易導致刀具磨損過快和工件變形。臥式加工中心主要由床身、工作臺、主軸箱、立柱、刀庫、數控系統等部分組成。山東十字臥式加工中心

小型臥式加工中心采用了先進的節能技術,如變頻調速、伺服驅動等,有效降低了機床的能耗。此外,機床還采用了封閉式結構設計,減少了切削液的飛濺和熱量的損失,提高了能源利用率。這些節能環保的設計使得小型臥式加工中心在生產過程中,既能保證加工質量,又能降低能耗,實現綠色生產。小型臥式加工中心采用了模塊化設計,各個部件和系統都具有較高的單獨性。這使得機床在出現故障時,可以快速定位故障原因,便于維修。同時,模塊化設計還可以降低維修成本,提高機床的使用壽命。此外,小型臥式加工中心還采用了先進的故障診斷技術,可以實時監測機床的工作狀態,提前預警潛在的故障,避免生產事故的發生。蘭州交換臺臥式加工中心在臥式加工中心中,串行通信主要用于連接各個部件之間的數據傳輸。
自動化臥式加工中心的較大優點就是能夠提高生產效率。傳統的立式加工中心需要人工上下料,而自動化臥式加工中心可以實現自動上下料,減少了人工操作的時間,提高了生產效率。此外,自動化臥式加工中心還可以實現連續不間斷的加工,避免了傳統加工中心在換刀、調整刀具等過程中產生的停機時間,進一步提高了生產效率。自動化臥式加工中心采用先進的數控系統和高精度的伺服電機,可以實現高精度的加工。與傳統的立式加工中心相比,自動化臥式加工中心的加工精度更高,可以滿足各種復雜零件的加工需求。此外,自動化臥式加工中心還具有自動測量功能,可以實時監測加工過程中的尺寸變化,確保加工精度的穩定性。
臥式加工中心:由于臥式加工中心的主軸軸線與工作臺垂直布局,主軸箱、立柱、主軸等部件的受力比較均勻,熱變形較小,因此臥式加工中心更適合于大型、重型零件的加工。例如,航空發動機、汽車發動機、船舶發動機等復雜曲面零件的加工。臥式加工中心:由于臥式加工中心的主軸軸線與工作臺垂直布局,主軸箱、立柱、主軸等部件的受力比較均勻,熱變形較小,因此臥式加工中心的加工精度較高。同時,臥式加工中心的剛性較好,能夠承受較大的切削力和扭矩。但是,臥式加工中心的切削速度較低,生產效率相對較低。臥式加工中心在加工過程中,可以實現多軸聯動,提高加工效率。
多工位臥式加工中心具有高自動化的特點。多工位臥式加工中心采用了先進的數控系統,可以實現自動編程、自動換刀、自動測量等功能,減少了人工操作的繁瑣程度。同時,多工位臥式加工中心還具有自動排屑、自動潤滑等輔助功能,可以保證機床在長時間運行過程中的穩定性和可靠性。此外,多工位臥式加工中心還具有故障自診斷、故障報警等功能,可以在出現故障時及時報警,便于維修人員快速定位和解決問題。多工位臥式加工中心具有節省空間的優點。傳統的立式加工中心由于其結構特點,占地面積較大,對于空間有限的生產車間來說,占地面積成為了一個不小的問題。而多工位臥式加工中心采用了臥式結構設計,使得機床的占地面積得到了極大的減小。同時,多工位臥式加工中心的緊湊型結構設計,使得機床在運輸和安裝過程中更加方便。高效臥式加工中心采用了高速切削技術,提高了加工效率。哈爾濱小型臥式加工中心
工作臺是臥式加工中心的主要承載部件,主要用于安裝工件和夾具。山東十字臥式加工中心
高速臥式加工中心的高效率主要體現在以下幾個方面——快速換刀:高速臥式加工中心采用了自動換刀系統,可以實現快速換刀,縮短了換刀時間,提高了加工效率。復合加工:高速臥式加工中心可以實現多種加工工藝的復合,如車削、銑削、磨削等,減少了工件的裝夾次數,提高了加工效率。多軸聯動:高速臥式加工中心可以實現多軸聯動加工,如四軸、五軸等,可以一次完成多個面的加工,提高了加工效率。自動化生產:高速臥式加工中心可以與自動上下料系統、自動測量系統等設備集成,實現自動化生產,進一步提高了生產效率。山東十字臥式加工中心
- 南昌高速五軸聯動加工機 2025-12-18
- 南昌模具五軸聯動加工機 2025-12-18
- 武漢自動化五軸聯動加工機 2025-12-18
- 銀川環保五軸聯動加工機 2025-12-18
- 山西復合五軸聯動加工機 2025-12-18
- 上海大范圍五軸聯動加工機 2025-12-18
- 廣東伺服五軸聯動加工機 2025-12-18
- 四川智能五軸聯動加工機 2025-12-18
- 哈爾濱多功能五軸聯動加工機 2025-12-18
- 山西大型五軸聯動加工機 2025-12-18
- 常州本地電控夾具售價 2025-12-24
- 湖南全自動油水分離器維保 2025-12-24
- 江蘇自動液壓打包機耗電量多少 2025-12-24
- 浙江智能化TPU/PVB薄膜生產線哪家好 2025-12-24
- 廣東人民牌電箱電柜一級經銷商 2025-12-24
- 浙江購買無影燈 2025-12-24
- 徐州低噪音塑料軸瓦維保 2025-12-24
- 杭州自吸式柴油泵生產廠家 2025-12-24
- 12V底置式房車空調 2025-12-24
- 南京電磁線圈批發 2025-12-24